
You need reliable piping systems for safe, efficient operations in demanding environments. Flange inspection in industrial piping protects your pipelines from leaks and failures.
Alienfrac API Flanges deliver standards-compliant connections, proven in large petrochemical plants and offshore pipelines. The following table shows how these flanges enhance reliability:
| Case Study | Description | Key Outcomes |
|---|---|---|
| Large-Scale Petrochemical Plant Vacuum Distillation Unit | Addressed high-temperature, high-pressure challenges using integral anchor flanges. | Maintained structural integrity and reduced maintenance costs by over 70%. |
| Offshore Suspension Bridge Oil and Gas Pipeline | Managed vibrations and prevented weld fatigue in complex environments. | Improved seismic resistance and ensured pipeline stability. |
You depend on proper gasket sealing, routine maintenance, and high-quality products to maximize performance and safety.
Key Takeaways
- Regular flange inspection is crucial for preventing leaks and ensuring safety in piping systems.
- Alienfrac API Flanges offer robust designs that simplify inspection and meet industry standards.
- Use visual and dimensional checks to identify surface defects and ensure proper gasket sealing.
- Follow proper torque and tightening sequences to maintain leak-free connections during installation.
- Document all inspections and maintenance activities to support compliance and track flange integrity.
Flange Inspection in Industrial Piping

Importance of Flange Integrity
You rely on flange inspection in industrial piping to maintain the safety and reliability of your systems. Flange integrity protects your operations from leaks, pressure loss, and costly downtime. When you inspect flanges regularly, you prevent failures that can disrupt production and threaten worker safety.
Flange inspection in industrial piping ensures that each connection meets industry standards, including ASME and API requirements. You must check for proper gasket seating, surface condition, and bolt torque. These steps help you achieve a secure seal and extend the lifespan of your piping network.
Tip: Schedule routine flange inspection in industrial piping to catch early signs of wear or damage before they escalate.
Common Failure Risks
Flange inspection in industrial piping helps you identify risks that can compromise your system. You face several primary failure risks according to ASME and API standards:
- Improper Bolting Practices
- Misalignment and Poor Assembly
- Corrosion and Crevice Attack
- Surface Damage and Handling Defects
- Thermal Stress and Mechanical Vibration
- Material or Design Limitations
- Assembly and Maintenance Errors
You encounter challenges such as precise alignment, torque control, and material selection during flange inspection in industrial piping. Addressing these issues improves the reliability of your flanged joints and reduces leaks.
Role of Alienfrac API Flanges
Alienfrac API Flanges play a vital role in flange inspection in industrial piping. You benefit from their robust design, which simplifies inspection and maintenance. These flanges meet API and ASME standards, providing you with confidence in high-pressure and high-temperature environments.
You can easily verify dimensional accuracy and surface quality during flange inspection in industrial piping. Alienfrac API Flanges offer corrosion resistance and durable materials, supporting long-term performance. When you choose Alienfrac, you ensure your piping system remains secure and efficient.
Methods to Inspect and Test Flanges
Visual Inspection Steps
You start every inspection with a thorough visual inspection. This step helps you catch surface imperfections before they become bigger problems. According to ASME and API guidelines, follow these steps to inspect and test flanges visually:
- Check for surface imperfections. Review pits and scratches, using Tables D-3-1 and D-3-1M to confirm they fall within acceptable limits.
- Measure the flatness of the flange. Use dial gauges or laser tools to ensure T1 and T2 values meet the limits in Table D-2-1.
- Inspect the gasket groove. Pay special attention to Ring Type Joint flanges. Look for cracks, dents, or wear that could affect sealing.
Alienfrac API Flanges feature precision-machined surfaces, making visual inspection straightforward and reliable. You can quickly spot any irregularities and address them before installation.
Tip: Always document your findings during visual inspection to track trends and support maintenance decisions.
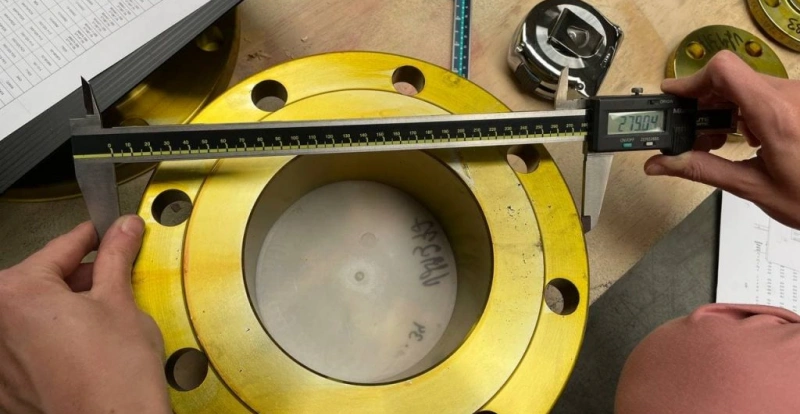
Dimensional Checks
You must verify that each flange meets dimensional requirements. ASME B16.5 and API standards outline the standard dimensions and tolerances for flanges. These standards ensure that flanges fit together correctly and maintain a proper seal.
Use calipers, micrometers, and templates to measure outside diameter, bolt hole size, thickness, and raised face height. Alienfrac API Flanges are manufactured with tight tolerances, so you can trust their consistency during inspection and installation.
Pressure Testing Approaches
You need to confirm that your flanges can withstand operating pressures without leaking. Several pressure testing methods help you inspect and test flanges effectively. The table below summarizes the most common approaches:
| Method | Description | Detection Rate Conditions |
|---|---|---|
| Hydrostatic testing | Fill the system with water and pressurize up to 125% of the maximum allowable operating pressure (MAOP). | Good for strength checks; drying is required afterward. |
| Pneumatic testing | Use low-pressure air or inert gas for smaller systems. | Effective for small systems. |
| Nitrogen testing | Use dry, inert nitrogen for live or flammable systems. | Useful for verifying purge quality before introducing hydrocarbons. |
| Helium tracer | Detect very small leaks, often in cryogenic or high-spec service. | Effective for high-spec applications. |
You can also use a soapy solution for air and nitrogen leak detection. If bubbles form, you leak. An oxygen detector can confirm leaks by measuring oxygen content. A mass spectrometer can measure helium leak rates, with acceptable rates generally less than or equal to 150 scf/yr in open areas.
Nondestructive Testing Overview
Nondestructive testing (NDT) allows you to inspect and test flanges for internal and surface defects without causing damage. The table below outlines the main NDT techniques, their advantages, and limitations:
| Technique | Advantages | Limitations |
|---|---|---|
| Ultrasonic Testing (UT) | Detects deep-seated flaws and provides accurate measurements. | Requires skilled operators. |
| Radiographic Testing (RT) | Detects internal and surface defects in thick materials. | Safety concerns with radiation. |
| Magnetic Particle Testing (MT) | Quick and easy to apply, suitable for large areas. | Limited to ferromagnetic materials. |
| Liquid Penetrant Testing (PT) | Simple, cost-effective, and applicable to various materials. | Only detects surface-breaking defects. |
| Eddy Current Testing (ECT) | Sensitive to small cracks and usable on coated materials. | Limited to conductive materials. |
| Visual Testing (VT) | Simple, low-cost, and provides immediate results. | Limited to visible defects. |
You should select the appropriate NDT method based on the flange material and the type of defect you want to detect. Alienfrac API Flanges support all major NDT methods, making them easy to inspect and test for long-term reliability.
Torque and Tightness Verification
Proper bolt torque ensures a leak-free seal and prevents flange damage during installation. Industry standards, such as ASME PCC-1, recommend the following steps for bolt tightening:
- Sequential Tightening: Do not tighten bolts to their final torque in a single pass. This prevents uneven gasket compression.
- Star/Criss-Cross Pattern: Start with one bolt and move across the bolt circle systematically. This distributes pressure evenly.
- Staged Tightening: Tighten bolts in multiple passes, gradually increasing torque.
The Star Pattern has been used for bolted flange joints since 1938. You should always follow the recommended sequence for your gasket and flange type. Alienfrac API Flanges are designed for easy access to bolts, making torque verification simple during installation and inspection.
Material Testing Essentials
You must confirm that your flanges meet material quality standards before installation. Material testing ensures compliance with ASME and API requirements. The main methods include:
- Visual Inspection: Detects surface imperfections, corrosion, or apparent fissures.
- Dimensional Inspection: Verifies flange size and tolerances for proper fit.
- Pressure Testing: Assesses leak resistance under internal pressure.
- Nondestructive Testing (NDT): Detects internal flaws without damaging the flange.
- Torque Verification: Ensures bolts are properly tightened to prevent misalignment and leakage.
Alienfrac API Flanges use high-quality materials and undergo rigorous testing at every stage. You can trust their performance in critical applications.
Note: Always retain inspection records for traceability and compliance audits.
By following these methods, you ensure that you inspect and test flanges thoroughly, supporting safe and reliable piping systems.
Criteria for Flange Inspection
ASME PCC-1 and API Standards
You must follow strict criteria when inspecting flanges in industrial piping. ASME PCC-1 and API standards set the foundation for reliable connections. These standards define how you evaluate flange surfaces, measure defects, and determine acceptance or rejection.
ASME PCC-1 Appendix D provides detailed guidance on inspection methods, including flatness checks and defect measurements. API standards reinforce these requirements, ensuring you maintain safety and performance in high-pressure environments.
Alienfrac API Flanges meet or exceed these criteria. You benefit from precision machining and consistent quality, which simplifies compliance with ASME and API standards. You can trust that each flange supports secure gasket seating and resists common forms of damage.
Note: Always reference ASME PCC-1 and API specifications during inspection to ensure you meet industry criteria.
Types of Flange Face Damage

You encounter several types of damage during flange inspection. Flange face damage can compromise sealing and lead to leaks. You must identify and classify each type according to industry standards. The table below summarizes the most frequently observed damage:
| Type of Damage | Description |
|---|---|
| Corrosion | The leading cause of flange damage, particularly in aggressive environments. |
| Crevice Corrosion | Occurs between the gasket and flange face, leading to progressive leakage. |
| Mechanical Damage | Includes scratches, gouges, and dents from handling or assembly. |
| Pitting | Small, deep holes caused by localized corrosion. |
| Erosion | Material loss due to fluid movement or abrasive particles. |
| Gasket Seating Damage | Indentations or wear within the gasket seating area. |
You must inspect for corrosion, crevice corrosion, and mechanical damage. These forms of damage often appear during routine maintenance. You also need to check for pitting and erosion, which can weaken the flange and affect sealing. Gasket seating damage is critical because it directly impacts the effectiveness of the seal.
Alienfrac API Flanges resist corrosion and mechanical damage due to high-quality materials and advanced manufacturing. You reduce the risk of flange face damage and extend the life of your piping system.
Measurement and Acceptance Limits
You must measure and evaluate each defect to determine if the flange meets inspection criteria. ASME PCC-1 Appendix D outlines the measurement and acceptance limits for flange damage. The table below shows the key criteria:
| Criteria | Measurement/Acceptance Limits |
|---|---|
| Flatness Measurement | T1 and T2 must be within limits in Table D-2-1 |
| Depth Limits for Defects | Refer to Tables D-3-1 and D-3-1M for pits and scratches |
| Gasket Seating Width | Only imperfections within the width ‘X’ are considered |
You evaluate surface defects based on width, depth, and gasket type. Wider defects allow for less depth. Serious and wide damage is not permitted, especially with hard gaskets. The goal is to prevent gasket bridging over voids, which can cause leaks.
You must reject flanges if defects exceed the defined limits. Only imperfections within the gasket seating width ‘X’ are significant enough to warrant rejection. This ensures the integrity of the flange connection and prevents leaks.
Alienfrac API Flanges maintain tight tolerances and minimal surface damage. You can easily verify that each flange meets measurement and acceptance limits during inspection.
Tip: Use calibrated tools for accurate measurement and always document your findings.
Gasket Seating Width and Defect Impact
You must pay close attention to the gasket seating width during inspection. The gasket seating width defines the area where the gasket contacts the flange. Only damage within this width affects sealing performance. You need to inspect for pits, scratches, and other imperfections in this area.
Surface defects are evaluated based on their width and depth. Wider defects allow less depth. Serious and wide damage is not allowed, especially with hard gaskets. You must ensure the gasket does not bridge over voids, which can cause leaks.
Alienfrac API Flanges feature precision-machined gasket seating areas. You minimize the risk of damage and ensure reliable sealing. You can trust that these flanges support long-term performance and reduce maintenance needs.
Alert: Always inspect the gasket seating width for damage before installation. This step prevents leaks and ensures a secure connection.
You follow these criteria to maintain safe and reliable piping systems. Alienfrac API Flanges help you meet or exceed industry standards, supporting efficient operations and long-term reliability.
Advanced Testing for Flange Integrity
Dye Penetrant and Magnetic Particle Testing
You rely on advanced nondestructive testing methods to assess flange integrity and prevent failures. Dye penetrant and magnetic particle testing help you detect surface cracks and flaws that visual inspection might miss. These methods are essential for identifying early signs of corrosion or mechanical damage.
You can use dye penetrant testing on a wide range of materials, while magnetic particle testing works best for ferromagnetic alloys. Both techniques provide quick results and support routine maintenance.
Alienfrac API Flanges are engineered for compatibility with these nondestructive testing methods, making your inspection process efficient and reliable.
- Visual inspection
- Magnetic particle testing
- Dye penetrant testing
- Ultrasonic testing
- Radiographic testing
Tip: Use dye penetrant and magnetic particle testing to catch surface defects before they compromise flange integrity.
Ultrasonic and Phased Array Testing
You need to detect subsurface defects that threaten flange integrity. Ultrasonic and phased array testing techniques offer powerful solutions. These methods excel at finding hidden flaws, such as hydrogen-induced cracking.
The TULA technique quickly identifies areas with multiple small reflectors, which signal potential HIC zones. The Total Focusing Method (TFM) delivers higher spatial resolution, allowing you to pinpoint defects with greater accuracy.
Alienfrac API Flanges support ultrasonic and phased array testing, so you can maintain high standards of integrity in demanding environments.
Reporting and Documentation Best Practices
You must document every inspection to ensure traceability and compliance. Clear reporting practices help you track flange integrity and support maintenance decisions. Tag each flange with durable identification, including material, service, and inspection history.
Photograph marking sets and file them with certificate packages. Verify heat numbers and material designations at receiving and installation. Segregate inventory by standard family, size, and material.
| Aspect | Contribution to Safety and Compliance |
|---|---|
| Compatibility Verification | Prevents mixed-standard assemblies and bolt-hole mismatch before fit-up |
| Material Identification | Confirms chemistry/mechanical intent through correct material designation |
| Compliance with Standards | Supports standard-family selection and auditability |
| Traceability and Maintenance | Enables targeted disposition and record-based maintenance decisions |
Note: Consistent documentation ensures you meet industry standards and maintain flange integrity over time.
Ensuring Gasket Sealing and Long-Term Performance
Impact of Flange Face Defects
You must pay close attention to the flange surface condition during every inspection. Even small imperfections can lead to leakage and reduce long-term performance. Scratches, pits, or corrosion on the flange face create paths for fluid to escape. These defects often cause seal failure, especially under high pressure.
You should always check the gasket seating area for any signs of damage. When you use Alienfrac API Flanges, you benefit from precision-machined surfaces that support reliable gasket sealing and help maintain sealing tightness.
This attention to detail protects your system from unexpected leakage and extends the life of your piping network.
Proper Bolt Torque and Sequence
You need to follow the correct tightening sequence and torque values when installing bolts. Uneven tightening can distort the flange and compromise gasket sealing. Always use a calibrated torque wrench and apply force in a star or criss-cross pattern. This method distributes pressure evenly and prevents leaks.
Alienfrac API Flanges are designed for easy access to bolts, which helps you achieve consistent long-term performance. Proper torque ensures that the gasket compresses evenly, reducing the risk of leakage and seal failure. You should always verify torque values during both installation and routine checks.
Routine Maintenance and Supplier Selection
You can preserve flange integrity and prevent leakage by following a structured maintenance plan. Regular inspection and maintenance help you catch problems early and avoid costly downtime. Focus on these key practices:
- Check for surface damage such as cracks, chips, or scratches.
- Monitor for corrosion and rust, especially in harsh environments.
- Inspect gaskets for deformation or wear to ensure reliable gasket sealing.
- Examine bolts for damage to maintain proper tightening and prevent leaks.
Choosing high-quality products like Alienfrac API Flanges supports long-term performance. You gain confidence in your system’s reliability and reduce the risk of unexpected failures. Partnering with a trusted supplier ensures you receive flanges that meet industry standards and perform well over time.
Tip: Schedule routine maintenance and keep detailed records to track the condition of each flange and gasket.
Flange Inspection Checklist
Pre-Inspection Preparation
You set the stage for a successful flange inspection by preparing your tools and work area. Start with a close visual examination. Look for damage, dirt, or irregularities on the flange surface. Confirm that the flange is clean and free from debris.
Next, check the flatness, alignment, and straightness of the flange using calibrated gauges. Inspect bolt holes and threads to ensure they are clean and undamaged. Protect the flange face with a cover until you begin installation. These steps help you avoid surprises during the inspection.
Tip: Always gather your inspection tools and reference standards before starting. This practice saves time and ensures accuracy.
Step-by-Step Inspection Process
You follow a systematic approach to ensure every flange meets industry standards. Use this checklist for a thorough evaluation:
- Visual Inspection: Check for corrosion, rust, gasket deformation, and bolt condition. Early detection prevents major failures.
- Dimensional Inspection: Measure bolt circle diameter, flange face flatness, thickness, and both inner and outer diameters. Confirm all dimensions match specifications.
- Pressure Testing: Conduct hydrostatic or pneumatic tests to verify sealing capability and check for leaks.
- Nondestructive Testing (NDT): Apply ultrasonic, magnetic particle, or dye penetrant testing to find internal flaws without damaging the flange.
- Torque and Tightness Verification: Use a torque wrench and follow the recommended tightening sequence. Ensure all bolts reach the specified torque.
This process helps you catch issues early and maintain reliable connections.
Documentation and Follow-Up
You maintain system reliability by documenting each inspection and following up on findings. Use the table below to organize your post-inspection actions:
| Step | Description |
|---|---|
| Gasket Selection and Installation | Choose the right gasket material and follow proper installation steps. |
| Bolt Tightening and Torqueing | Use calibrated tools and follow manufacturer guidelines for tightening bolts. |
| Flange Integrity Testing | Perform final tests to confirm the flange connection is leak-free. |
| Flange Marking and Tagging | Mark each flange with inspection dates and notes for future reference. |
| Ongoing Maintenance and Monitoring | Schedule regular checks, re-tighten bolts, and replace gaskets as needed. |
- Check material certifications and supplier quality.
- Keep detailed records for traceability.
- Ensure every flange meets ASME and API standards.
Note: Consistent documentation and scheduled maintenance help you prevent failures and extend the life of your piping system.
Conclusion
You ensure reliable piping by following proven flange inspection methods and criteria.
Key practices include using Phased Array Ultrasonic Testing for crevice corrosion, focusing on critical areas like the flange bore and sealing face, and scheduling inspections every six months in high-risk environments or yearly under normal conditions.
Standards-compliant products like Alienfrac API Flanges deliver robust performance and simplify maintenance. Partnering with reliable suppliers gives you full-process quality control, certified inspections, and consistent communication—critical for long-term system reliability.
FAQ
What standards should you follow for flange inspection?
You should always follow ASME standards for flange inspection. These standards provide clear criteria for evaluating flange surfaces, measuring defects, and ensuring safe, leak-free operations. Refer to ASME PCC-1 and related documents for detailed inspection procedures.
How do you identify the most critical types of damage during inspection?
You need to look for corrosion, pitting, mechanical damage, and gasket seating area defects. These types of damage can compromise sealing and lead to leaks. Always inspect the gasket contact area closely to ensure reliable performance.
Why is proper gasket selection important for leak-free operations?
You must select the correct gasket material and size for each application. The right gasket ensures a tight seal, prevents leaks, and maintains system integrity. Always check ASME and API guidelines when choosing a gasket for your pressure boundary bolted flange joint assembly.
How often should you use advanced inspection methods on flanges?
You should use advanced inspection methods, such as ultrasonic or magnetic particle testing, during routine maintenance or when you suspect hidden defects. These methods help you detect issues that visual checks might miss, supporting long-term reliability and leak-free operations.
What role does ASME play in maintaining flange and gasket integrity?
ASME sets the standards for flange design, inspection, and gasket installation. You rely on ASME guidelines to ensure every flange and gasket meets strict safety and performance requirements. Following ASME standards helps you achieve consistent, leak-free operations in your piping systems.